
- PLC控制物料判别与传送实训台设计分析
- 点击次数:1500 更新时间:2017-09-19
一、PLC物料判别与传送硬件设计
首先,制作一个2米长0.8米高0.6米宽的实验台,侧面做个控制柜,将启停开关、PLC、变频器、各类继电器安装于柜内。
利用角铁制作一个物料入口,并在入口处设置一个物料检测开关、一个金属和非金属检测传感器,台面上安装一台牵引电机牵引传送带运行,完成物料运送,传送带长度1.8米、宽0.3米高1米,传送带的初始端(物料入口),安装一个物料推送气缸,离传送带的终端0.6米边沿,安装两气缸(非金属物料推送气缸和金属物料放行气缸)、在传送带的终端放置两个物料框,一个接放金属物料,一个接放非金属物料。
二、硬件的配置
交流电机:0.09KW220/380、气缸:TTN20*40、CDJ2B16*80,金属传感器:LJA-2M-5D,电磁阀:4V210-08,PLC:FX1N-40MR,变频器:台达0.75KW 230V 1/3PH,空压机:ZB-0.13/8型3.0HP , 金属物料: 采用铝锭加工5*3*2(cm),物料检测:V-15-1C5非金属物料:采用塑胶加工5*3*2(cm),空气开关:DZ47-63/C6,继电器:JZX-22F/27,漏电保护器:JK18L-20。
三、工艺流程介绍
当入口检测传感器(微动开关)检测到有物料时(不管是金属还是非金属),并且物料到位,送料气缸动作并延时1秒将物料推送到传送带上,同时,在物料经过入口处下方合适的位置设置一个金属检测传感器,它将决定第二个气缸(推送非金属物料气缸)是否动作,当检测到物料为金属物料时,此气缸不工作,物料通过传送带自动送入到金属物料框中,当检测到非金属物料时此气缸动作,将非金属物料推出到传送带的另一侧,通过传送带送到非金属物料框中。第三个气缸为金属物料放行气缸,是与第二个气缸配合工作的,当检测到金属物料时,此气缸动作向上升起,做出放行状态,金属物料通过传送带被送到金属物料框中,后此气缸再次下降。此气缸的升起和下降是受到PLC内的定时器的控制的。物料从入口处推出到由传送带运抵到达第三个气缸处需要9秒的时间,定时器的定时时间定为10秒,10秒时间到物料已顺利入框,后延时1秒,第三个气缸下降复位。这一过程中第二个气缸不工作。
当检测到是非金属物料时,金属物料放行气缸不工作,非金属物料从入口处推出到由传送带运抵到达第三个气缸处需要9秒的时间,9秒时间一到,物料到达金属物料放行气缸处,被金属物料放行气缸拦截,后延时1秒,由定时器驱动推送非金属物料气缸动作,将非金属物料挑选出来,经传送带送到非金属物料框中。(当然也可以由物料到位检测开关驱动第二个气缸动作,这里使用定时器控制可以节约一个输入端口)。
此控制系统采用气压控制,所以给系统配备一个空气压缩机,可现场编写PLC程序,设计流程图如下: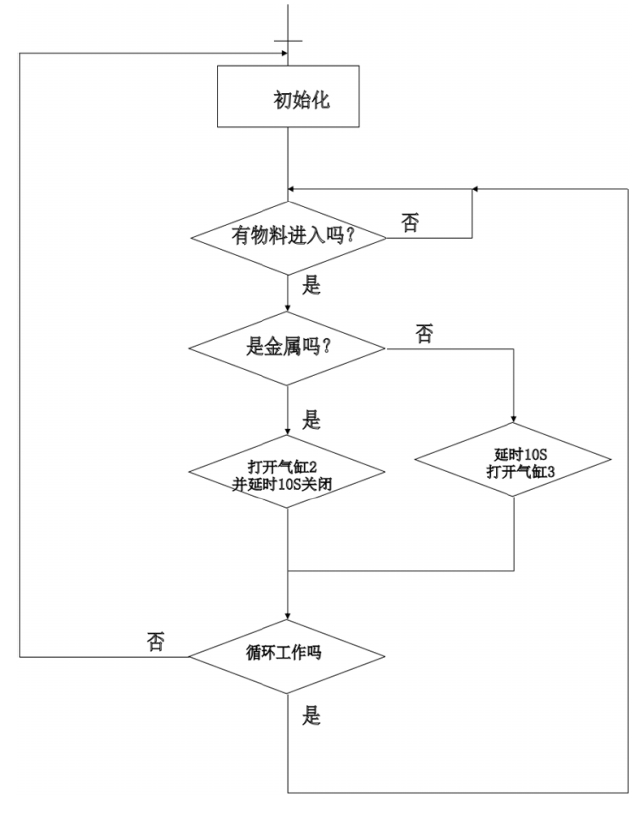
四、变频器的参数设置及运行曲线
为保证物料在运送过程中保持稳定,变频器启动和停止过程中需要设置适当的加减速时间,变频器的参数设置如下:
频率指令来源设定P00=00(由操作面板控制),运转指令来源设定P01=01(由外部端子控制),端子功能选择P40=06、P41=07(起动时多段速控制),电机停止方式设定P02=00(以减速刹车的方式停止),zui高频率选择设定P03=57HZ,zui高电压选择P05=238V,zui低频率选择P09=10HZ,电机停止方式P02=00(停止时以减速刹车停止)。
*加速时间设定P10=8S(加速时间为8秒),第二加速时间设定P11=6S(减速时间为6秒),*段运行频率P17=26HZ,第二段运行频率P18=50HZ,外部起动端子的设定P38=00(将M0端子定义为启动且与PLC的Y3相连),变频器中没用到的其它参数为出厂设定值PLC、变频器电器连接如图1-1所示: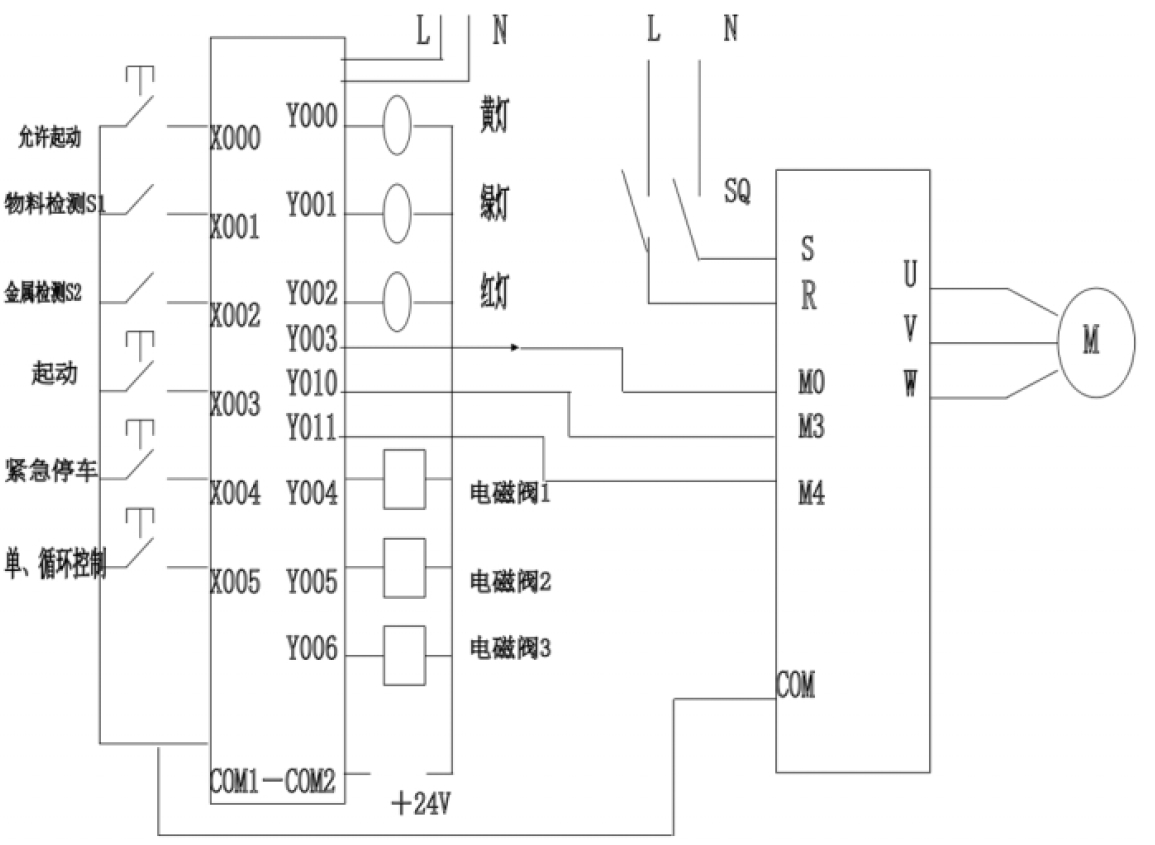
基于PLC物料判别与传送适用于高职院校学生实训,学生从该套设备上可以清晰地看到自动化生产控制全部工作过程,增强学生对各类器件的感性认识,学生可以在现场编写工作程序,可以通过各类气缸的动作判断程序编写是否正确,直到满足工艺要求,这与原来利用各类开关和指示灯模拟器件的工作过程相比较,学生的学习不再被动,并能主动地研究器件工作原理,该套设备还可以现场模拟一些电气故障、气动故障,让学生排除,让每个学生做到学会看图纸、学会配线、学会对设备的进行修理和维护,zui终达到融会贯通,极大地提高学生学习的自主性,教师也改变传统的授课方式,以辅导为主,学生成了主角。