
- PLC在机电一体化控制实训台中的应用
- 点击次数:2000 更新时间:2017-09-18
一、引言
光机电气一体化控制实训系统,系统由型材导轨式实训台;PLC模块(FX2N-48MT晶体管输出);变频器(FR-E740三相输入功率0.75kW)模块;电源模块1个(三相电源总开关带漏电和短路保护);按钮模块(开关电源24V/6A 1只,急停按钮1只);触摸屏;模拟生产设备实训模块(包含上料机构井式工件库1件,物料推出机构1件,光电传感器2只,磁性开关2只,单杆气缸1只,单控电磁阀1只,警示灯1只;皮带输送线(三相交流减速电机AC 380V,输出转速130r/min);搬运机械手(单杆气缸1只、双杆气缸1只、气动手爪1只、电感传感器1只、磁性开关5只、行程开关2只、步进电机1只、步进驱动器1只、单控电磁阀2只、双控电磁阀1只);分类仓储物料有金属(铝)4个,尼龙黑、白色各4个);接线端子排、各种传感器、警示灯和气动电磁阀等组成;可根据任务书中要求完成程序设计调试及相应的动作要求。
二、摘录任务书中难点部分要求
设备部件名称和位置如图1所示。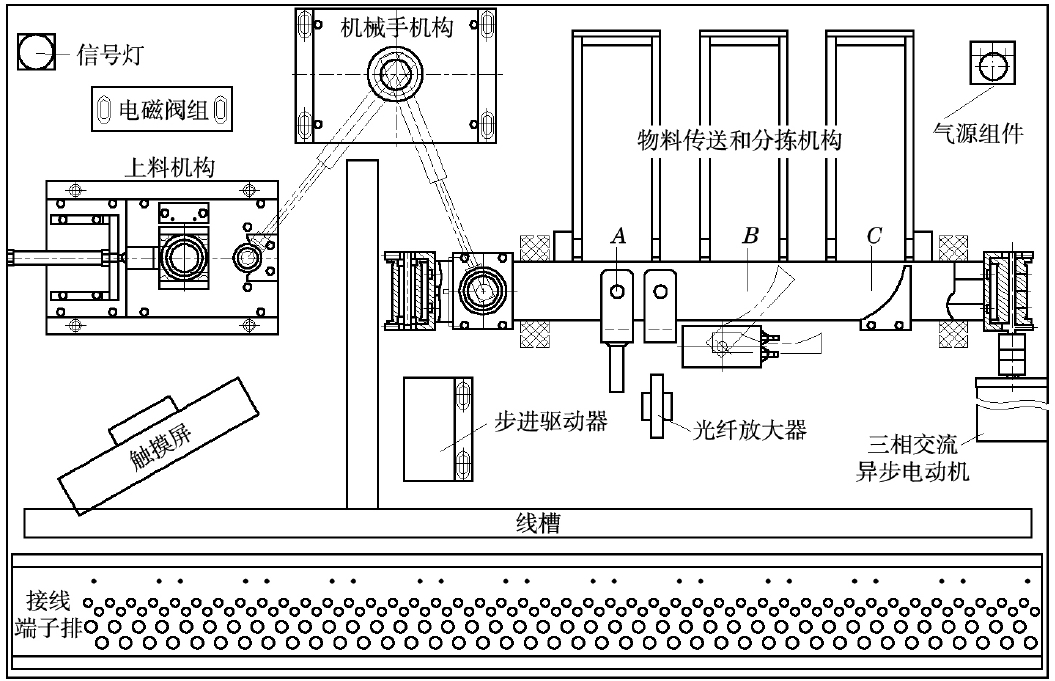
图1 设备部件名称和位置
1.动作流程
上料机构推料气缸将零件(金属零件、黑色尼龙零件和白色尼龙零件随机提供)推到存放料台;机械手将零件从存放料台搬运至物料传送机构并经传送带入料口到输送线上,只有当传送带上的零件被送入料槽后,机械手才可以从入料口放入下一个零件。上料机构料筒内没有零件时,黄色信号灯长亮,设备暂停,放入零件后自动启动。
在输送线上的零件由相应位置的推料或导料装置,经出料槽分送到零件组装机构进行组装,相应位置的推料或导料装置将零件送入料槽后回原位。
2.零件分送要求
在位置A对应的出料槽分送到组装机构的零件必须满足是由*个是金属零件,第二个白色尼龙零件,第三个是金属零件排列成的套件。在位置B对应的出料槽分送到组装机构的零件必须满足是由1个白色尼龙零件和2个黑色尼龙零件组合成的套件。同时满足位置A对应的出料槽和位置B对应的出料槽要求的零件,应优先经位置A对应的出料槽分送到组装机构。
不满足组合和排列关系的零件应导入位置C对应的出料槽。皮带输送线由位置A向位置C方向送零件时,三相交流异步电动机以35Hz的频率带动皮带输送机运行;皮带输送机由位置C向位置A方向送零件时,三相交流异步电动机以25Hz的频率带动皮带输送机运行。零件到达推出位置或被导入相应的料槽后,皮带输送机停止运行。依据动作流程分配的PLC对应I/O口见表1。
表1 控制电路I/O分配表序号 内容 输入 内容 输出 1 急停开关 X000 机械手步进电机启动(PUL) Y000 2 运行测试按钮SB4 X001 机械手步进电机方向(DIR) Y001 3 送料气缸推出到位 X002 机械手步进电机使能(ENA) Y002 4 送料气缸缩回到位 X003 Y003 5 机械手步进电机原点 X004 绿色信号灯1Hz Y004 6 机械手步进电机位置检测 X005 绿色信号灯2Hz Y005 7 臂伸缩气缸伸出到位 X006 黄色信号灯常亮 Y006 8 臂伸缩气缸缩回到位 X007 送料气缸推出 Y007 9 前臂升降气缸下降到位 X010 臂伸缩气缸伸出 Y010 10 前臂升降气缸缩回到位 X011 前臂升降气缸下降 Y011 11 气动机械手爪夹紧到位 X012 气动手爪夹紧 Y012 12 推料气缸推出到位 X013 气动手爪放松 Y013 13 推料气缸缩回到位 X014 电机正传(A料槽向C料槽) Y014 14 旋转气缸旋转到位 X015 电机反传(C料槽向A料槽) Y015 15 旋转气缸返回到位 X016 异步电机旋转频率35Hz Y016 16 料筒有料检测 X017 异步电机旋转频率35Hz Y017 17 存放台有料 X020 推料气缸推出 Y020 18 输送皮带入料口有料 X021 旋转气缸旋转 Y021 19 金属检测传感器 X022 20 白色尼龙检测传感器 X023 21 分料槽进料检测传感器 X024 22 零件组装工序启动按钮SB1 X025 23 启动组装工序按钮SB5 X026 24 停止按钮SB6 X027
3.程序设计思路
根据PLC编程规则对本动作流程采取简单的顺序设计,分析动作要求转化内容为:上料机构井式存料台内检测开关检测有料,且存放台无料的情况下,送料气缸推出;送料气缸推出到
位检测开关有信号停顿1s,送料气缸缩回。存放台物料到位后,机械手在原点信号到位,前臂升降气缸缩回信号到位,臂伸缩气缸缩回到位信号到位,机械手爪松开到位信号到位,臂伸缩气缸伸出,前臂升降气缸下降,待到位信号显示正常,机械手进行抓取,抓取到位信号到位。前臂升降气缸缩回,臂伸缩气缸缩回;前臂、伸缩气缸缩回到位信号到位。步进电机向右旋转(步进电机旋转角度依靠步进电机控制驱动器发出的脉冲数进行控制),步进电机旋转到位信号到位,前臂、伸缩气缸伸出、下降;检测输送皮带入料口无料,机械手爪松开,前臂、伸缩气缸缩回到位后,步进电机回归原点,等待下次循环。
出料槽完成分选,首先要自动识别黑色尼龙、白色尼龙、金属铝块3种物料,金属铝块可用提供的金属传感器进行检测,白色尼龙依靠光纤传感器进行检测,黑色尼龙只有靠排除法进行确认,即从皮带入料槽检测有料输送带开始运行到出料槽B的时间内,检测不是金属物料又不是白色物料即为黑色尼龙。这样就可以依据内部继电器、计数器、计时器、通过电机的正反转进行控制,具体思路同上,考虑防止撞机等安全因素,完成上述要求的程序设计,从整体程序内摘录部分程序(图2)。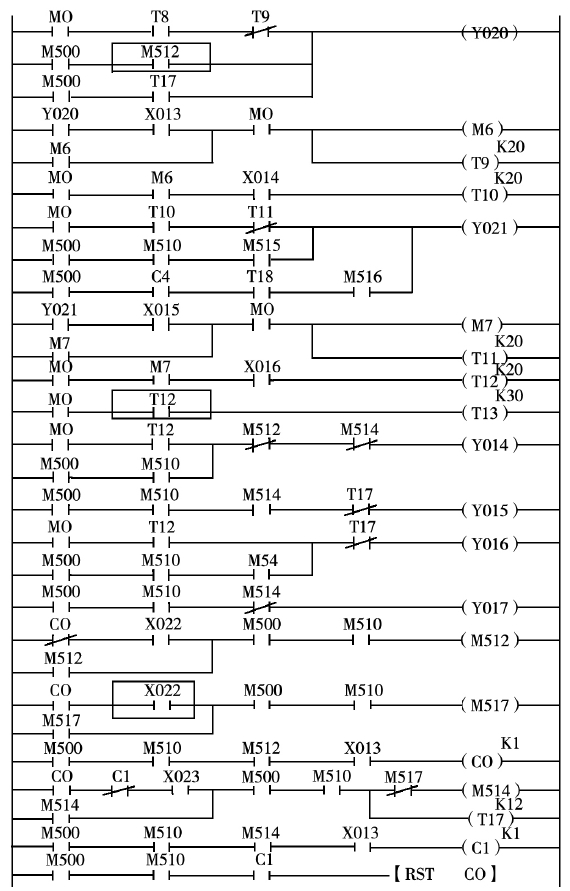
图2 部分程序
三、结束语
根据实际动作要求,起初编写的程序存在较多漏洞,经过多次在实验台上进行测试,所设计程序*可实现任务书的要求并达到zui终实验要求。在编程调试程序时,实验台中涉及到气缸控制,在线调试方法的灵活运用,步进电机、光电传感器、光纤传感器、光纤放大器、三相异步电机、三菱变频调速器、三菱PLC主机的应用,代表了自动化设备的生产模式,可推广至各个领域,特别是自动化生产线,在量产的今天不但可节省用工成本,而且可提高设备利用率,创造更*。