
- PLC控制的气动机械手的设计
- 点击次数:2275 更新时间:2017-09-07
在汽车、拖拉机等机械制造业中,锻件总重量的80%为模锻件。模锻工作的节奏性强,操作人员拾取模锻件时必须精力集中。但由于长时间工作而导致工作者注意力下降而使该工作有一定的危险性,因此需要开发一种低成本,更安全的方式完成模锻件的拾取。
1、气动机械手的结构及气动回路
气动机械手的机构及气动回路如图1所示。主要包含: 工作台、料台、推料气缸、夹紧气缸、伸缩气缸、摆动气缸、升降气缸以及相应的传感器。
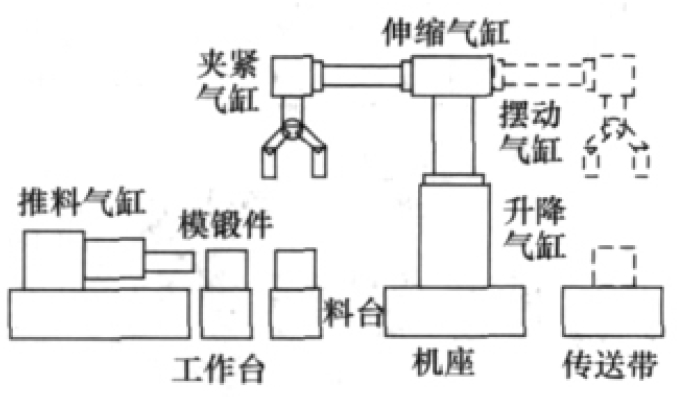
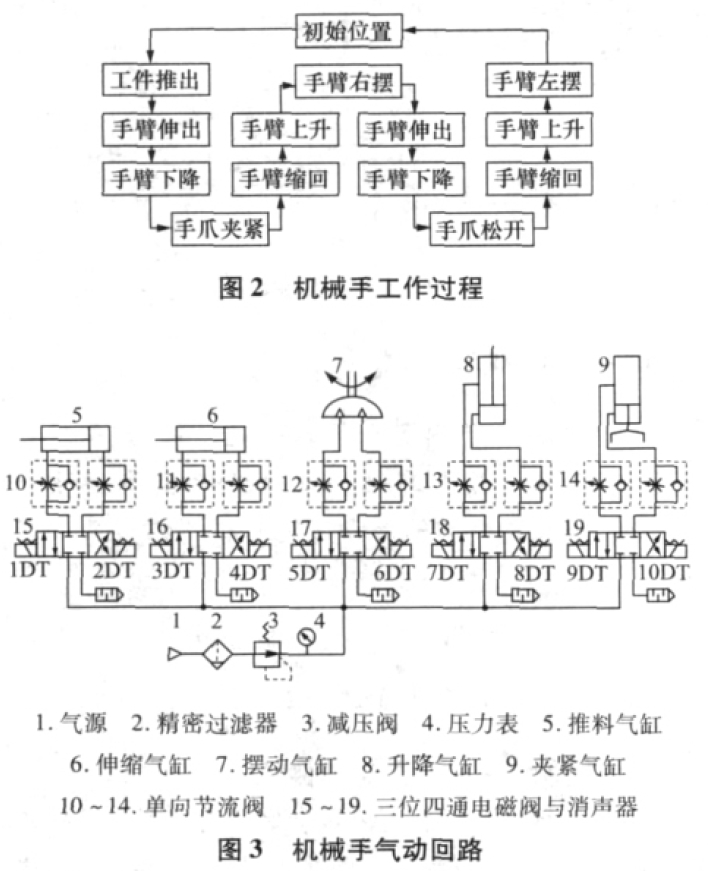
图1 总体结构示意送料机构( 图1 中未显示) 设置为斜坡,模锻坯料依靠自重滑入模锻锤工作台。锻压成形后,无工件检测开关有信号,推料气缸将由模锻锤中顶出的模锻件推出至料台。手臂的主要运动形式如下: 夹紧气缸实现手爪的打开和闭合; 伸缩气缸实现手臂的伸出与缩回; 摆动气缸实现手臂绕垂直方向转动; 升降气缸实现手臂的上升与下降。由机械手的运动形式可知其工作过程如图2 所示。
机械手的气动回路如图3 所示。设计中使用5 个三位四通电磁阀来控制上述各个气缸的动作,为了实现PLC 对气动回路的控制,用PLC 的输入、输出信号控制1DT ~ 10DT 的状态而实现动作的先后顺序。由于机械手用于位置相对固定的模锻件的拾取,因此其动作精度相对较低,因而未设置限位开关。但是如果想使动作的先后顺序改变时,无需在硬件上改动,而只
需改变程序即可; 机械手气缸动作快慢只需改变单向节流阀的通气量大小即可。
2、PLC 控制系统设计
根据机械手的控制要求,共需要输入端子13 个,分别为: 5 个气缸的检测信号需10 个端子; 无工件检测信号需1 个端子; 自动工作时需起动开关和停止开关,需2 个端子。机械手的输出信号需要10 个端子,分别为: 推料气缸的推出、收回,夹紧气缸的打开、闭合,伸缩气缸的伸出、缩回,摆动气缸的左转、右转,升降气缸的上升、下降。根据输入、输出点个数及程序容量选取FX2n - 64MT 作为主机。PLC 的输入、输出地址如表1 所示; 控制系统的接线图如图4 所示。
设备操作简单,只需对员工进行短时间培训即可上岗作业。先前在模锻岗位上留不住人,现在将气动机械手应用于拾取模锻件后,有效地避免了操作失误带来的安全事故问题,改善了劳动条件,降低了员工的流动率,运行3 个月以来尚未有员工提出更换劳动岗位的情况。机械手适用范围广、利用率高。用户可根据自己需求对程序重新设定,以调整机械手各动作的
位移、角度,从而改变系统各组成空间位置布局,适应工作场地需要。
表1 机械手PLC 的功能对照表输入信号 输出信号 功能 名称 地址 功能 名称 地址 起动按钮 SB1 X0 推料推出 1DT Y0 复位按钮 SB3 X1 推料收回 2DT Y1 推料推出 SQ1 X2 手臂伸出 4DT Y5 推料收回 SQ2 X3 手臂缩回 3DT Y6 手臂伸出 SQ3 X4 向右转动 5DT Y10 手臂缩回 SQ4 X5 向左转动 6DT Y11 向右转动 SQ5 X6 手臂上升 8DT Y15 向左转动 SQ6 X7 手臂下降 7DT Y16 手臂上升 SQ7 X8 手爪打开 9DT Y20 手臂下降 SQ8 X9 手爪闭合 10DT Y21 手爪打开 SQ9 X10 手爪闭合 SQ10 X11 工件检测 SQ11 X12 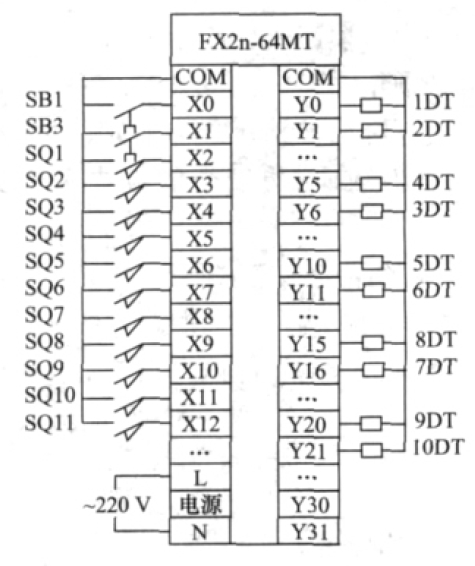
图4 控制系统接线图