
- 焊工实习模拟教学方法探索
- 点击次数:2027 更新时间:2017-09-06
1、模拟练习板架设计
根据考试(技能考核)标准,模拟练习板架设计为长300 毫米,宽250 毫米,高800 毫米,用30×30(毫米)角钢焊制成。练习板架四个立面可按需要的高度放置和固定练习用的立对接或角接模板各两块,模板架顶平台上再加焊上300×250(毫米)的仰对接模板支架,这样平台上就可以放置平对接焊或平角焊和仰焊、仰角焊等各型式的练习模板,这种设计适合手工电弧焊全位置的模拟操作练习。通过模板架上各种位置的练习模板,使学生认识了解到各种不同空间的焊接操作形式。
练习模板的制作也根据考试试板标准和要求与实际相结合,对接接头的模板长为250 毫米,宽为200 毫米,按焊接接头型式不同,又分为不开坡口、开丫型坡口、X 型坡口等形式。这样就可以根据不同的实习课题需要调整不同位置进行模拟练习,为一板多用,灵活多变。练习模板也可以作为工艺理论课的教具模型,起到直观教学作用。通过对不同型式的接头模板认识,使学生了解并掌握到坡口角度、根部间隙、钝边厚度等尺寸和坡口工艺要求。
2、模拟实习教学
采用了模板练习与实际操作相的教学方法、具体做法:(1)根据实习课的教学计划讲解课题。(2)分组轮流进行示范模拟操作,在示范操作过程中结合示范动作分解课题的各操作要领。
课题:平对接焊。
(1)解释平对接焊概念。(2)讲解焊条角度,先焊条与焊件表面90 度角,然后焊条向焊接方向倾斜与焊件表面夹角为70 ~ 80 度角。(3)手持面罩(暂不装夹电焊镜片)看准引弧位置,对准引弧。(4)用划擦法或直击法练习引弧动作,引弧后迅速、适当提起焊条,使引弧焊条端部与焊件表面保持距离为2 ~ 4 毫米。(5)用正锯齿形或月牙形运条方法(如图1 所示),练习摆动运条,运条特点为中间稍块,两边稍慢,摆到边沿时稍作停留。
图1
3、模板练习阶段
模拟练习中主要是保持好焊条角度、稳定电弧长度和焊接速度等正确的运条方法为主。在练习中对每一个动作从蹲的姿势、握焊把(炬),持面罩、夹持焊条等动作到焊条角度、摆动速度等进行统一动作,而且规定保持练习一段时间,反复进行操作练习。
课题:平角焊。
焊脚尺寸为5 ~ 8 毫米的焊接时,可采用斜圆圈或斜锯齿形的运条方法,运条摆动必须有规律(如图所示2)。由a → b 要慢速,以保证水平焊件的熔深;由b → c 稍快,以防熔化金属下淌;在c 处稍作停留,以保证垂直焊件的熔深,避免咬边;由c → d 稍慢;由d → e 也稍快,到e 处也作停留。按上述运条规律在模板上反复地练习,这样可获得较正确的运条方法,也可以保持掌握弧长的稳定性,并保持好焊条角度和焊接速度,从而为实际操作时打好基础,练好基本功。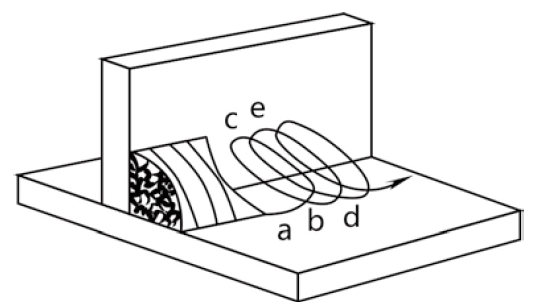
图2
4、模板练习与实际操作相结合
在每个课题的模拟练习中利用zui后一两节课的时间进行操作练习,使学生在模拟练习中所学的知识和动作在实际操作中得到验证,并加深对模板练习的理解和要领的掌握。为下次课题的模拟练习提供经验,使学生认识到模拟练习的重要性,增强学生实习的积极性、兴趣性。通过本学期的六周时间的模拟操作练习与相同的实际操作练习相比较,焊工实习模拟教学具有以下特点:
(1)从实践中得到的教学效果在短时间内是相接近的,以往实习教学中的实际操作是在没有经过模拟练习的环节上开始的,在没有掌握要领和熟练基本功的情况下,利用焊接材料和能源(电能或气热能)在毫无基本功的情况下去实习操作,*靠消耗或浪费焊接材料来达到课题要求掌握的操作技能。模拟操作练习是在不消耗或少消耗、少浪费焊接材料和能源的情况下练习焊接操作基本功,并掌握到正确、稳定全面的操作要领和操作技能。
(2)在相同的课题练习时间下,模拟练习能节约焊接材料和能源(电、氧气、乙炔、焊条及焊丝)。在课题的实操练习中,每人每天要消耗直径3.2 毫米,直径4.0 毫米的电焊条各6根,而采用模拟操作练习只消耗2 ~ 3 根焊条,实习钢材也相应减少2/3 左右,大大降低了教学成本。
(3)更重要的一点是模拟操作练习的作用是潜在的。在实习六周时间里学生掌握了平对接焊、平角焊、立对接焊和气焊(割)的基本操作要领,这是以往的单纯消耗性练习所达不到的效果。而这种作用将在以后的实习教学中体现出来,主要是经过模拟练习后有了操作的基本功和掌握了要领,在学习新课题中将容易被学生领悟、掌握。
这是模拟实习教学方法有别于常规传统实习教学方法的一种教学途径。
总的说来,模拟教学方法在生产实习教学中是一种新型的、探讨比较成功的教学方法,通过今后的实践不断地改进和完善,它在焊工实习教学中将会发挥更大的作用。