
- PLC控制气动式机械手系统的设计与开发
- 点击次数:2154 更新时间:2017-09-02
机械手和注塑机的配套使用能实现注塑生产智能化,但取模机械手若采用继电器作为控制核心,经常出现系统误操作、失灵、撞坏设备等情形。
为了提高注塑机取件机械手的稳定性,本文利用扩展方便的PLC代替继电器,结合速度快的气缸驱动技术,设计了气压驱动系统和PLC控制系统,对提高工业自动化程度具有积极意
义。
1、机械手的结构和控制要求
在气缸的带动下,手臂终端可在3 个坐标内工作。系统主要是控制双电控电磁阀线圈的通电状态来驱动气动元件,改变气压回路中换向阀的工作位置来使气流按要求流动,向控制系统发送规定的开关信号来控制机械手。整机结构如图1所示。
结合注塑机开模、合模等工作过程,在气缸的驱动下,机械手的控制要求如下:
(1) 选择自动模式时,按下开始开关,待注塑机开模后,电磁阀( 线圈A1) 通电,手臂下降到吸盘和注塑件刚好接触的高度,至下降近接开关动作。
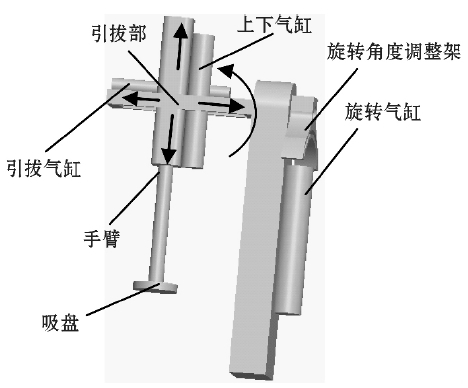
图1 机械手的结构图
(2) 电磁阀( 线圈C1) 通电,在吸盘和带有平面的注塑件之
间产生负压,吸盘吸住注塑件,至吸气近接开关动作[2]。
(3) 电磁阀( 线圈A2) 通电,手臂上升,至上升近接开关动作。
(4) 电磁阀( 线圈B1) 通电,引拔前进,至前进近接开关动作。
(5) 电磁阀( 线圈D1) 通电,手臂和引拔整体旋出,至旋出近接开关动作。
(6) 电磁阀( 线圈A1) 通电,手臂与地面呈一定角度下降,至下降近接开关动作。
(7) 电磁阀( 线圈C2) 通电,注塑件和吸盘之间的气压恢复正常值,吸盘放下注塑件,至放气近接开关动作。
(8) 电磁阀( 线圈A2) 通电,手臂上升,至上升近接开关动作。(9) 电磁阀( 线圈D2) 通电,手臂和引拔整体旋入,至旋入近接开关动作。
(10 ) 电磁阀( 线圈B2) 通电,引拔后退,至后退近接开关动作。完成一次循环后等待注塑机开模,重复以上过程。
(11) 按下停止按钮或断电,当前步骤中的机械手,在重新启动之前将停止工作。
(12) 能够切换为手动模式,按下对应的开关,机械手根据命令执行相应的动作,也可以根据工艺流程自动运行。
自动控制的动作流程: 注塑机开模,手臂下降→吸盘取物→手臂上升→引拔前进→手臂和引拔旋出→手臂下降→吸盘放物→手臂上升→手臂和引拔旋入→引拔后退,等待注塑机再次开模。
2、气动系统设计
按照机械手的移动轨迹和电磁阀、气缸的工作原理,在气缸驱动过程中,采用4 个双电控电磁阀来掌控3 个气缸和1 个负压发生器。此外,各气路配置了节流阀,可以调节速度。在手动状态下,按下相应的按钮,控制相应气缸和负压发生器的电磁阀上电,在气缸的驱动和吸盘的执行下,机械手开始工作。
把负压发生器与气吸盘串联在一起,当有高压气体通过负压发生器时,气吸盘呈现负压并吸起物品。为了减缓手臂上下运行时机台的晃动,使用上下缓冲气缸做缓冲。气动原理图如图2 所示。
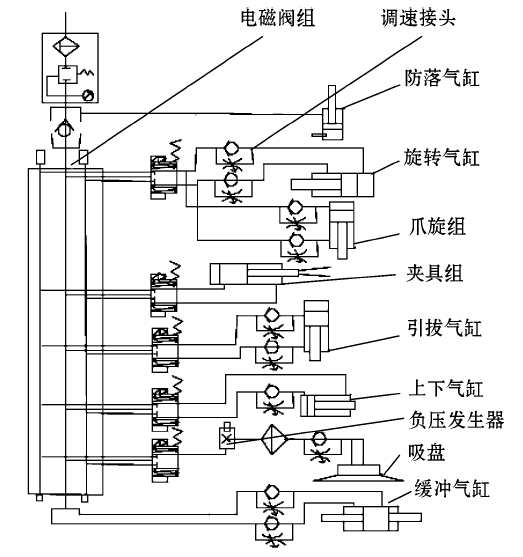
图2 气动原理图
3、机械手控制系统的构成与设计开发
3.1 控制系统的构成
该控制系统由以下模块组成: PLC 控制器、I /O 接线端子、数据传输电缆、按钮开关、近接开关。控制器( PLC) 通过控制执行机构( 电磁阀) 来使驱动模块[3] (气缸和负压发生器) 按照指令运动,从而导致运动机构( 手臂和吸盘) 的工作,同时接收装在机械手机身上的传感器( 近接开关) 反馈回来的信号,以此监测机械手的运动情况。PLC 控制原理框图如图3 所示。
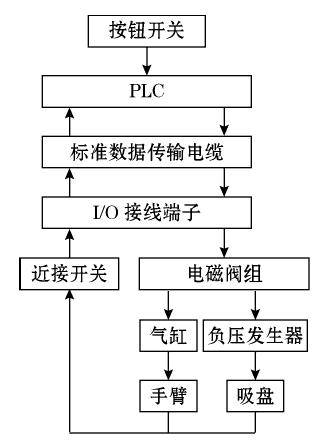
图3 控制系统原理框图3.2 确定PLC 的I /O 点个数
通过对PLC 和动作过程进行研究,总结出需将如下信号传输给它: 8 个开关"按钮X"信号,这是控制机械手运动要用到的。8 个近接开关"确认X"信号,分别用来检测机械手的运动状态并反馈给PLC。此外,考虑到控制体系的需求,还要3 个按钮信号依次为: "开始"、"重启"和"位置",1 个"停止"按钮信号用来结束工作,1个选择运行方式的"自动/手动"旋动开关,1 个"回原点"按钮。
PLC 需要输出如下信号: 控制3 个气缸和1 个负压发生器的4 个双电控电磁阀需要8 个"输出Y"动作信号。3 个用于说明机器"开始"、"重启"和"位置"的工作状况灯。因此采用输入点数目≥22、输出点数目≥11 的PLC。
3.3 PLC 型号的选择
基于以上剖析,选取输入点数目不少于22,输出点数量超过11,由西门子生产的S7 - 300 PLC 及2 个SM323 输入/输出扩展块[3 - 4]。该系统总共有22 个输入点、16 个输出点,48 KB内存, 64 个计数器以及128 个定时器。PLC 和有关信号的系统接线图如图4 所示。
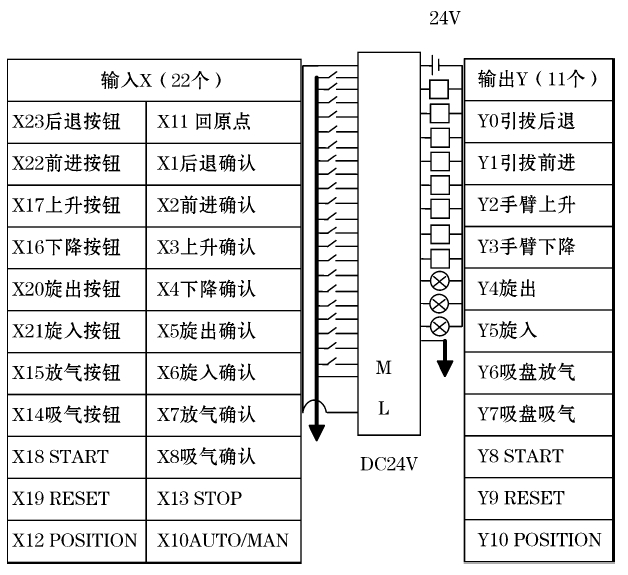
图4 控制系统接线图3.4 PLC 的程序设计
运用模块化设计,把机械手控制程序分为: 公共程序、手动程序和自动程序。根据动作要求,设计出机械手运行时的程序,整机系统的原始情形通过IST 指令来控制,当达到IST 指令的运行要求时,为初始状态继电器( S0、S1、S2) 和特殊辅助继电器的( M8040、M8041、M8042、M8043) 分配以下功能:
(1) S0,手动模式的zui初状态继电器;
(2) S1,回归初始状态的继电器;
(3) S2,自动模式的zui初状态继电器;
(4) M8040,防止转变,当导通线圈后,保持一切动作不变;
(5) M8041,开始转变,当线圈导通,容许状态由开始发生转变;
(6) M8042,启动脉冲,在按下开始开关的一刹那发挥作用;
(7) M8043,回归到初始状态;
(8) M8044,初始状态前提,当整机位于原点位置时,线圈会导通。
回归原始状态模式: 按下回原点开关X11,使整机处在上升、后退、旋入、吸盘放气状态,相应近接开关导通。
手动模式不必按工序顺序动作,当普通继电器程序来设计。机械手可实现以下8 个动作: "手臂下降"、"吸盘吸气"、"手臂上升"、"引拔前进"、"旋出"、"吸盘放气"、"旋入"、"引拔后退",分别用与X16、X14、X17、X22、X20、X15、X21、X23 相对应的按钮控制。手动模式的程序如图5 所示。
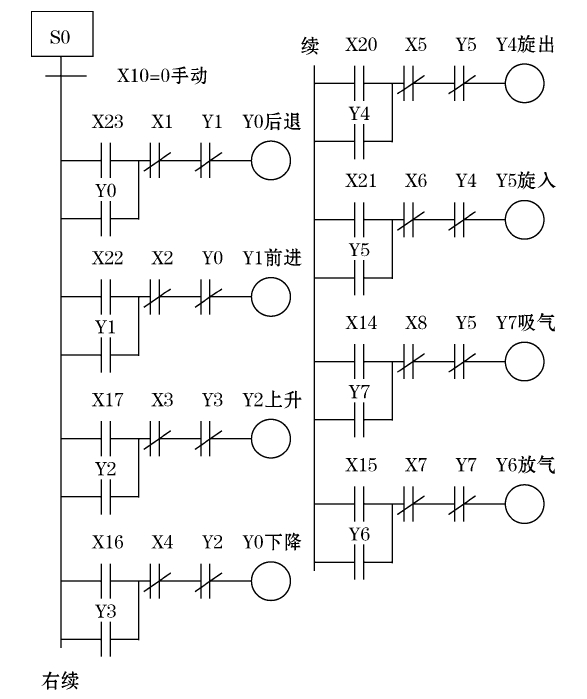
图5 手动模式程序图
自动模式采用顺序功能图来设计程序,说明动作的顺序和状态变化条件,方框代表"工步",邻近两"工步"用线段连接,代表变化的方向,横线代表变化的条件。当变化条件允许,则程序由前一"工步"运动到后一"工步",顺序功能图能转化为梯形图程序。自动模式之前,按下回原点开关X11,使整机在初始位置。按开始开关使X18 导通,状态变为S20。输出信号Y3,线圈A1 通电,上下气缸驱使手臂下行,当靠近下极*下近接开关X4 导通,状态变为S21,S20 自行回到刚才的状态。
流程为先输出相应的信号,对应电磁阀其中一个线圈通电,然后特定气缸发生动作,至近接开关导通,zui后运行状态变化,一直运动到状态S29,自动运行状态转移图如图6 所示。
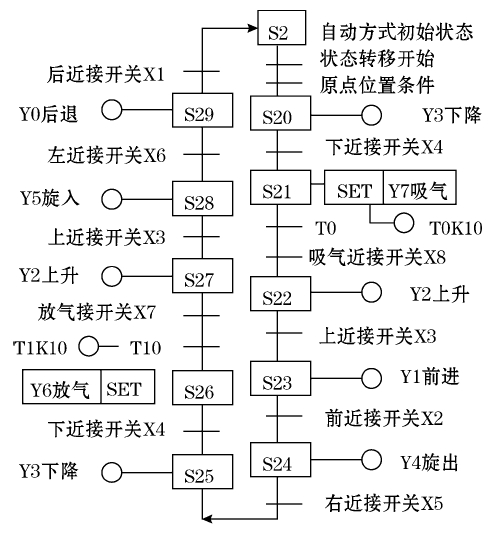
图6 自动运行状态转移图